lasciate un messaggio
se hai domande o suggerimenti,per favore lasciaci un messaggio,ti risponderemo il prima possibile!

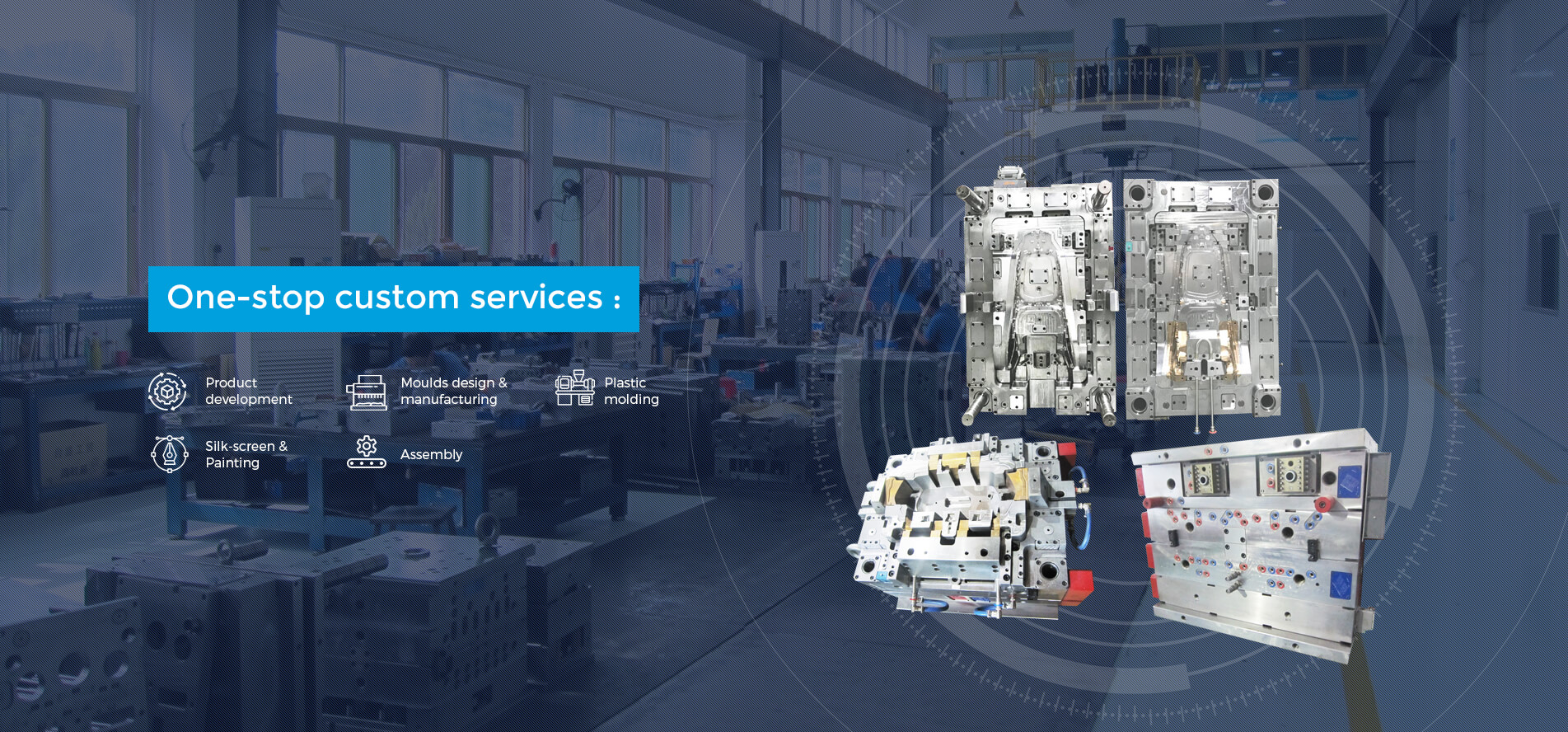
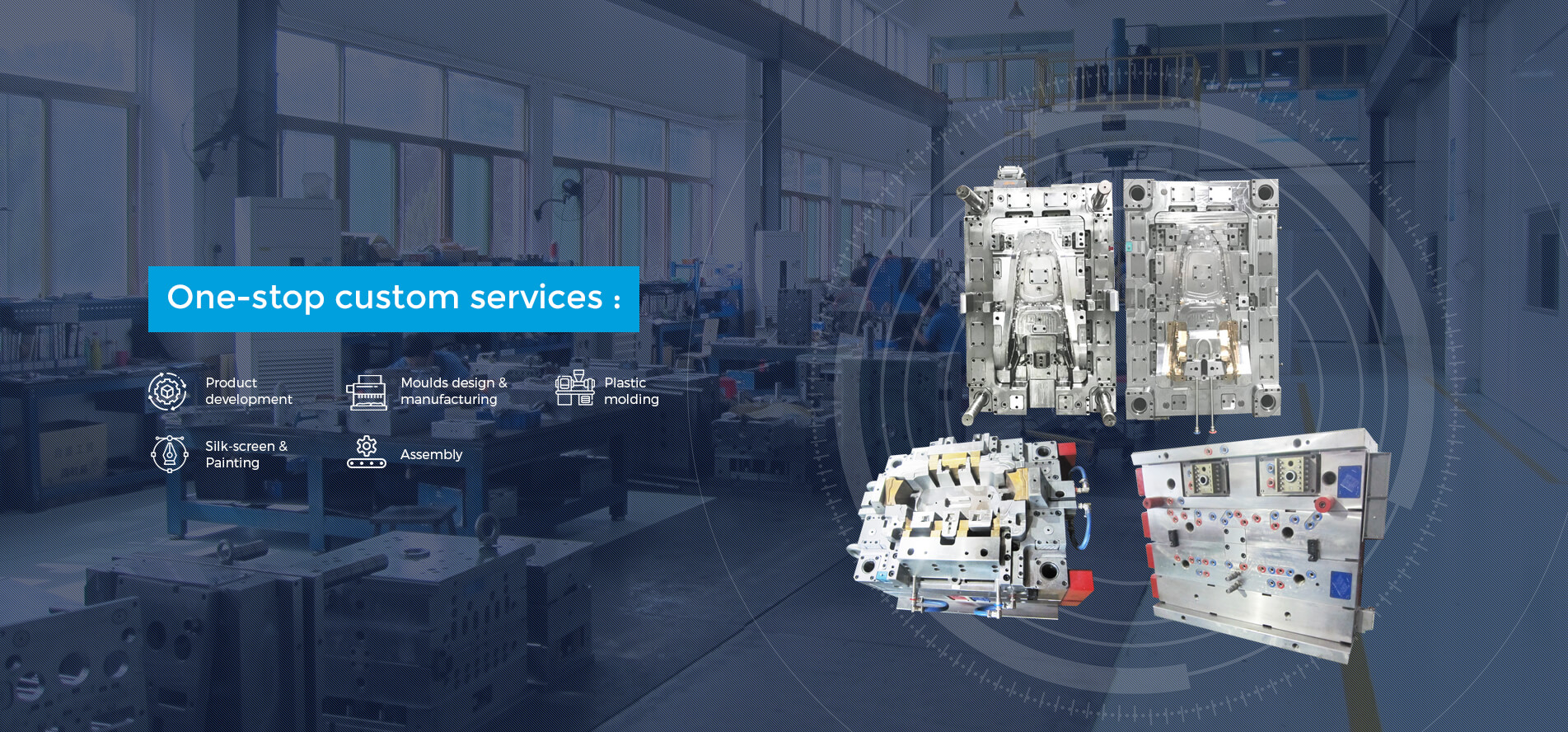


JHS fornisce progettazione di utensili e produzione di stampaggio a iniezione

il centro di ricerca e sviluppo formula strategie di sviluppo tecnologico a medio e lungo termine in base alla strategia di sviluppo dell'azienda, e scompone piani di sviluppo tecnologico pratici ed efficaci, formula e attua piani annuali di ricerca e sviluppo dei prodotti, e garantisce che i prodotti sviluppati soddisfare la strategia di sviluppo complessiva dell'azienda e la domanda del mercato; responsabile dei principali progetti tecnologici dell'azienda. ricerca, ricerca tecnica e processo decisionale tecnico; mantenere la leadership tecnologica dell'azienda costruendo continuamente un team di ricerca tecnica e migliorando il livello della ricerca tecnica. nessun disegno, nessun stampo progettazione rigorosa dello schema, Il 96% degli stampi può essere prodotto in serie in una prova analisi attraverso l'analisi delle proprietà dei materiali e della fattibilità del prodotto, come lo spessore della parete, la deformazione, la posizione di alimentazione della colla, ecc., la valutazione preventiva di potenziali problemi comunicazione mantenere una stretta comunicazione con i clienti, e comprendere i requisiti funzionali e le precauzioni dei prodotti dal punto di vista dei clienti, come i requisiti per le linee di incollaggio, i requisiti per l'aspetto, ecc. sistema di revisione del progetto rigoroso e controllo della lista di controllo. prima della progettazione, durante la progettazione della riunione di discussione sulla struttura della proposta, il progettista effettua un'autoverifica secondo la lista di controllo; dopo la revisione del design, insieme al reparto di produzione prestare attenzione ai dettagli e controllo ispezione di qualità di ciascun collegamento, individuazione precoce di problemi di produzione di massa dal materiale, lavorazione, stampaggio finale, controllo di qualità di ciascun collegamento, per individuare i problemi in anticipo ogni progetto ha una serie completa di rapporti di ispezione della qualità per una facile tracciabilità, requisiti di aspetto, ecc. ogni materiale in acciaio viene importato dalla Germania e dagli Stati Uniti, e può essere fornito il certificato di fabbrica originale fabbricazione di stampi tecnologia avanzata, attrezzatura sofisticata, produzione di stampi perfetti di alta qualità! ciclo di controllo, fornitura anticipata rapporto sullo stato di avanzamento settimanale, consente ai clienti di conoscere lo stato in ogni momento ogni progetto è dotato di un project manager, che segue rigorosamente la pianificazione per controllare il ciclo del progetto fornire rapporti settimanali sullo stato di avanzamento e foto di stampo per ogni progetto per tenere informati i clienti sullo stato fornire video di prova online per consentire ai clienti di comprendere il funzionamento dello stampo

abbiamo una vasta esperienza nella produzione di stampi per automobili, abbiamo realizzato molti stampi per automobili, come il cruscotto, maniglia della portiera (stampo maniglia interna), parti della griglia, griglia del paraurti, airbag stampo, parte del condizionatore d'aria, portabicchieri, stampo del coperchio dell'altoparlante, specchietto retrovisore, componenti del sistema dei sedili, copertura del piantone, ecc.

JHS è stata individuata dai propri clienti come il partner leader a livello mondiale per la progettazione e lo sviluppo di stampi a iniezione per prodotti multicomponente mediante iniezione di più materiali (2 o più materiali) nello stesso stampo.

JHS (xiamen) tooling & plastic technology co., ltd è un produttore completo di stampi per elettrodomestici in Cina e fornitori di stampi per elettrodomestici, JHS produce stampi a iniezione, parti di stampaggio a iniezione che superano i requisiti dei nostri clienti con un set completo di apparecchiature CNC. accetta piccoli ordini di prodotti per lo stampaggio a iniezione con un MOQ ridotto. JHS Mould può sempre essere il tuo fornitore affidabile.

lo stampaggio a iniezione è un processo di produzione per la produzione di parti in grandi volumi., è più tipicamente utilizzato nei processi di produzione di massa in cui la stessa parte viene creata migliaia o addirittura milioni di volte in successione. il principale vantaggio di stampaggio ad iniezione plastica è la capacità di scalare la produzione in massa. una volta che i costi iniziali sono stati pagati, il prezzo unitario durante la produzione mediante stampaggio a iniezione è estremamente basso. anche il prezzo tende a diminuire drasticamente man mano che vengono prodotte più parti. "la gamma di prodotti per lo stampaggio a iniezione comprende: prodotti per la casa intelligente, ricambi per auto, piccoli elettrodomestici, prodotti digitali 3C, prodotti medici, utensili elettrici, ecc. dispone di un'officina pulita e ordinata, con 25 macchine per lo stampaggio a iniezione da 40 a 1300 tonnellate,, tra cui 8 presse a iniezione elettriche ad alta velocità Toshiba di fama internazionale,, nonché apparecchiature di collaudo avanzate. e dispone di un gruppo di tecnici esperti e qualificati. nell'ambito del sistema di qualità e gestione perfetto e scientifico, garantiamo una serie di requisiti dei clienti per l'alta qualità, basso costo, tempi di consegna brevi e così via. nessun disegno, nessun stampo progettazione rigorosa dello schema, Il 96% degli stampi può essere prodotto in serie in una prova analisi attraverso l'analisi delle proprietà dei materiali e della fattibilità del prodotto, come lo spessore della parete, la deformazione, la posizione di alimentazione della colla, ecc., la valutazione preventiva di potenziali problemi comunicazione mantenere una stretta comunicazione con i clienti, e comprendere i requisiti funzionali e le precauzioni dei prodotti dal punto di vista dei clienti, come i requisiti per le linee di incollaggio, i requisiti per l'aspetto, ecc. sistema di revisione del progetto rigoroso e controllo della lista di controllo. prima della progettazione, durante la progettazione della riunione di discussione sulla struttura della proposta, il progettista effettua un'autoverifica secondo la lista di controllo; dopo la revisione del design, insieme al reparto di produzione modifiche del design dello stampo ispezione di qualità di ciascun collegamento, individuazione precoce di problemi di produzione di massa i nostri progettisti possono fornire consigli, tra cui la selezione dei materiali, l'analisi dello spessore delle pareti, gli utensili, l'analisi del flusso dello stampo, la finitura superficiale e la decorazione delle parti in base alla nostra esperienza. fabbricazione di stampi tecnologia avanzata, attrezzatura sofisticata, produzione di stampi perfetti di alta qualità! alta qualità e prezzo eccellente abbiamo ottenuto elogi unanimi da parte dei clienti per "alta qualità e prezzo eccellente"! " i prodotti dell'azienda sono ben noti nel mercato interno, e vengono esportati in europa, america, giappone, singapore e altri paesi e regioni, e hanno ricevuto elogi unanimi dai clienti per " alta qualità e prezzo eccellente"! " il nostro processo di stampaggio a iniezione di materie plastiche produce prototipi personalizzati e parti di produzione per uso finale in 15 giorni o meno. utilizziamo stampi in alluminio che offrono attrezzature a basso costo e cicli di produzione accelerati, e immagazziniamo circa 200 diverse resine termoplastiche.

la nostra azienda è in grado di fornire servizi di verniciatura a spruzzo, serigrafia, produzione serigrafica, servizi di incisione laser, e dispone di un set completo di attrezzature per serigrafia e verniciatura e di un gruppo di personale tecnico. sin dalla sua costituzione, l'azienda ha sempre aderito allo stile di gestione della qualità del prodotto, dagli ingredienti, regolazione della macchina, regolazione dal colore alla spedizione del prodotto, implementiamo il monitoraggio passo-passo, il controllo a ogni livello , e controllare rigorosamente la qualità del prodotto. sopravvivere con la qualità, sviluppare con l'efficienza, e migliorare continuamente il livello di gestione della nostra fabbrica. dopo diversi anni di sforzi, si è gradualmente trasformata in una base di spruzzatura con una certa scala. non solo la nostra tecnologia ha raggiunto un livello rapido, preciso e buono,, ma possiamo anche fornire ai clienti una gamma più ampia di piani di irrorazione, idee e suggerimenti ragionevoli, in modo che molte aziende possano completare con successo il prodotto processo di spruzzatura e ottenere molti assistenza e riconoscimenti da parte dei clienti. attualmente, il meccanismo operativo dell'azienda è flessibile e può adattarsi alle varie esigenze dei clienti. accogliere nuovi e vecchi clienti in patria e all'estero per visitare la nostra azienda e negoziare affari .
JHS ti fornirà stampi di precisione per soddisfare le tue esigenze in modo da aiutarti con parti di stampaggio a iniezione di alta qualità.

la nostra azienda dispone delle attrezzature per stampi di precisione leader nel mondo, e si impegna a personalizzare gli stampi, vari prodotti in plastica, e produttori di servizi di stampaggio a iniezione.
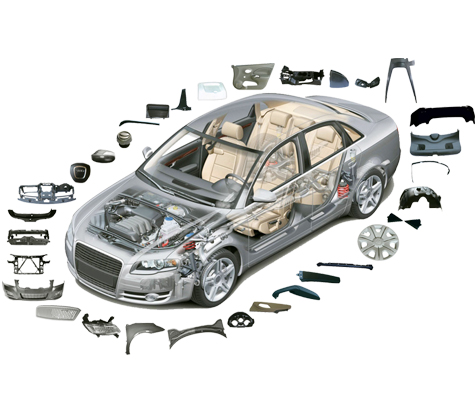
in qualità di fornitore professionale globale di stampi per autoveicoli, JHS ricerca e sviluppa stampi di prima qualità con struttura complessa, alta precisione e contenuto tecnologico concentrandosi in modo dipendente sugli interni/esterni di automobili, soffiaggio e stampi di precisione, in una parola, l'ottimizzazione del sistema di circolazione dei ricambi auto e dei componenti è relativa a tutti gli aspetti.

progettazione gratuita per la produzione con preventivo di stampaggio plastica di elettrodomestici e preventivo di stampaggio a iniezione più di 10 anni di esperienza nella produzione di stampi a iniezione di plastica e nello stampaggio a iniezione di materie plastiche per il mercato internazionale

Il personale di ricerca e sviluppo è la fonte dell'innovazione. sotto la guida di un forte team di ricerca e sviluppo, JHS ha ottenuto risultati eccezionali in progetti scientifici e tecnologici. ha superato la certificazione ISO 9001 ed è stato riconosciuto come azienda nazionale su larga scala Impresa chiave per stampi a iniezione. JHS ha un'area di produzione di 10,000 metri quadrati ed è dotata di strutture ad alta tecnologia. attualmente, conta circa 120 dipendenti. progettiamo i dati sulla struttura dello stampo e li miglioriamo continuamente durante la lavorazione in loco, e li adattiamo in base ai dati di prodotto 3D forniti dai clienti, con l'obiettivo di fornire prodotti di qualità superiore, migliore fattura e struttura più robusta. fornire disegni di lavorazione 2D chiari e di alta qualità per l'elaborazione in loco, fornire disegni dimensionali e di tolleranza dimensionale per la quantificazione della qualità e del processo di produzione e ispezione, ordinare parti standard che soddisfino gli standard di prodotto, e infine fornire ai clienti dati di migrazione dettagliati e completi.
 prodotti esclusivi
prodotti esclusivi
JHS molds è posizionata per fornire esperienza interna nella progettazione di stampi e nella produzione di utensili,, costruiamo stampi a iniezione personalizzati e guidiamo i vostri prodotti dalla progettazione alla produzione.
 controllo di qualità
controllo di qualità
in JHS, operiamo con un rigoroso sistema di gestione della qualità conforme alla norma ISO 9001. i tuoi prodotti saranno realizzati in sicurezza nella nostra fabbrica.

Utensili e plastica JHS: servizio completo, servizio post-vendita intimo di prima classe,.






forniamo la progettazione di stampi,realizzazione di stampi in plastica di precisione, stampaggio a iniezione di plastica personalizzato della migliore qualità.
 controllo della temperatura di lavorazione dei pezzi stampati ad iniezione
controllo della temperatura di lavorazione dei pezzi stampati ad iniezione
esistono molti tipi di plastica, e molte materie plastiche hanno tempi di fusione differenti. poiché le materie plastiche non hanno un punto di fusione specifico, il cosiddetto punto di fusione è un intervallo di temperatura allo stato fuso. la struttura e la composizione delle catene molecolari di plastica è diversa,, quindi anche l'impatto sulla sua fluidità è diverso. ,, quindi anche il controllo della temperatura dei produttori di parti di stampaggio a iniezione è molto importante nella lavorazione delle parti di stampaggio a iniezione. oggi, l'editore di JHS Plastics ti parlerà del processo di stampaggio a iniezione e del controllo della temperatura di ogni processo. 1. temperatura dello stampo alcuni materiali plastici richiedono una temperatura dello stampo più elevata a causa dell'elevata temperatura di cristallizzazione e della lenta velocità di cristallizzazione, e alcuni richiedono una temperatura maggiore o inferiore a causa del controllo delle dimensioni e della deformazione, o della necessità di sformatura, come i requisiti generali del PC in per ottenere un aspetto migliore e migliorare la fluidità, la temperatura dello stampo a volte deve essere superiore a 160 gradi. pertanto, la temperatura dello stampo ha un effetto inestimabile sul miglioramento dell'aspetto, deformazione, dimensione e plastica stampo del prodotto. 2. pressione di iniezione la massa fusa supera la resistenza richiesta per avanzare, che influisce direttamente sulla dimensione, peso e deformazione del prodotto. diversi prodotti in plastica richiedono differenti pressioni di iniezione. per materiali come PA e PP, aumentando il la pressione renderà la loro fluidità notevolmente per migliorare, la pressione di iniezione determina la densità del prodotto, cioè, l'aspetto lucido. non ha un valore fisso, e più è difficile per riempire lo stampo, maggiore è la pressione del pezzo stampato ad iniezione. 3. la temperatura della canna la temperatura del fuso è molto importante, e la temperatura del cilindro di iniezione utilizzato è solo indicativa. la temperatura del fuso può essere misurata all'ugello o utilizzando il metodo del getto d'aria. l'impostazione della temperatura di iniezione cilindro dipende dalla temperatura di fusione, velocità della vite, contropressione, volume di iniezione e ciclo di stampaggio a iniezione. se non si ha esperienza nella lavorazione di un particolare tipo di plastica, iniziare con l'impostazione più bassa. per facilità di controllo, il serbatoio di iniezione è suddiviso in zone, ma non tutte sono impostate alla stessa temperatura. per corse lunghe o alte temperature, impostare la temperatura della prima zona su un valore inferiore, questo eviterà la fusione prematura e lo smistamento della plastica. assicurarsi che il fluido idraulico, la chiusura della tramoggia, lo stampo e il cilindro di pallinatura siano alla temperatura corretta prima di iniziare lo stampaggio a iniezione. 4. temperatura di fusione la temperatura del fuso gioca un ...
 come realizzare prodotti con un'elevata precisione di lavorazione delle parti di iniezione?
come realizzare prodotti con un'elevata precisione di lavorazione delle parti di iniezione?
quarto: l'approvvigionamento di materie prime, la stessa plastica, il suo processo è diverso, risultando in prestazioni diverse della plastica, stampaggio a iniezione.
 cosa devo fare se il riempimento delle materie prime per iniezione plastica non è soddisfatto?
cosa devo fare se il riempimento delle materie prime per iniezione plastica non è soddisfatto?
la pressa a iniezione elettrica incontrerà insoddisfazione per lo stampaggio a iniezione durante il processo di stampaggio a iniezione di produzione, e ci sarà una mancanza di colla all'angolo retto dell'osso e della linea di saldatura. qui condividerò alcune esperienze con tu. analisi della situazione di insoddisfazione per l'iniezione di colla: l'aria intrappolata nelle ossa rende la macchina per lo stampaggio a iniezione non piena riempimento insufficiente della pressa ad iniezione causato dalla linea di colla e saldatura analisi dei motivi di insoddisfazione per l'iniezione di colla: quando la macchina per lo stampaggio a iniezione è in funzione, il metodo di iniezione dello stampo è l'iniezione a due punti. la velocità di iniezione è troppo elevata, il che è facile da causare l'aria intrappolata all'angolo retto dell'osso insoddisfazione; soluzione: adottare lo stampaggio a iniezione multistadio e il cambio di posizione. la prima sezione riempie il canale di flusso con una velocità media e passa attraverso l'ingresso della colla, commuta la posizione, poi la seconda sezione riempie la vicinanza della posizione dell'osso con una velocità elevata, e cambia la posizione, e la terza sezione riempie la posizione dell'osso a bassa velocità per scaricare il gas, e infine si riempie rapidamente, e passa alla posizione di sicurezza. premere la posizione dell'interruttore ed estendere il tempo di mantenimento in modo appropriato.
 come trattare i difetti di lucentezza sulla superficie degli stampi per stampaggio ad iniezione di plastica?
come trattare i difetti di lucentezza sulla superficie degli stampi per stampaggio ad iniezione di plastica?
ci sono molte difficoltà nello stampaggio ad iniezione della plastica. lo stampo ad iniezione è costituito da uno stampo mobile e uno fisso. la produzione di prodotti in plastica richiede lo stampaggio ad iniezione. il materiale plastico viene iniettato nella cavità dello stampo dello stampo ad iniezione attraverso una macchina per lo stampaggio a iniezione, e si forma dopo il raffreddamento e la solidificazione. cosa devo fare se c'è un difetto di lucentezza sulla superficie dello stampo per stampaggio a iniezione di plastica durante il processo di fabbricazione dello stampo? i seguenti sono i motivi e le soluzioni per i difetti di lucentezza superficiale degli stampi per stampaggio a iniezione di plastica riassunti da JHS, sperando di aiutarti. 1. scarsa finitura dello stampo, ruggine sulla superficie della cavità, ecc., scarso scarico dello stampo. 2. il sistema di iniezione dello stampo è difettoso, il pozzetto della lumaca fredda deve essere allargato, la guida, la guida principale di lucidatura, la guida e la saracinesca devono essere allargate. 3. la temperatura del materiale e la temperatura dello stampo sono basse. se necessario, è possibile utilizzare il metodo di riscaldamento locale del cancello. 4. la pressione di lavorazione è troppo bassa, la velocità è troppo lenta, il tempo di iniezione è insufficiente, e la contropressione è insufficiente, con conseguente scarsa compattezza e superficie scura. 5. la plastica deve essere completamente plastificata, ma va evitata la degradazione del materiale, il riscaldamento deve essere stabile, e il raffreddamento deve essere sufficiente, soprattutto per quelli con pareti spesse. ] 6. evitare che il materiale freddo penetri nel pezzo, e utilizzare molle autobloccanti o, se necessario, ridurre la temperatura dell'ugello. 7. vengono utilizzati troppi materiali riciclati, la qualità della plastica o dei coloranti è scarsa, miscelata con vapore acqueo o altre impurità, e la qualità dei lubrificanti utilizzati è scarsa. 8. la forza di serraggio deve essere sufficiente.
 influenza della qualità degli stampi in plastica sulla produzione di stampaggio a iniezione
influenza della qualità degli stampi in plastica sulla produzione di stampaggio a iniezione
lo scopo della progettazione e della produzione di stampi è produrre in serie parti a iniezione con alta efficienza e qualità. per produrre parti in plastica di alta qualità, il primo passo è avere uno stampo buono. Un buon stampo in plastica è non solo bello nell'aspetto, ma anche se si desidera realizzare uno stampo in plastica di alta qualità. qualità, di alto livello, stampi in plastica di alta precisione, dai seguenti aspetti: la levigatezza della superficie di iniezione dello stampo la lucidatura della superficie dello stampo è molto importante, che è uno degli anelli molto importanti che determina il successo o il fallimento della fabbricazione dello stampo. la superficie dello stampo non è sufficientemente liscia, la superficie è irregolare, e la superficie del prodotto in plastica stampato a iniezione presenterà linee di pelle e granelli di sabbia. in generale, è meglio lucidare la superficie in una superficie a specchio. oltre alla scelta dell'acciaio per stampi, il personale addetto alla lucidatura, il tempo e la tecnologia avranno un impatto sull'effetto specchio di lucidatura. sono richiesti maestri di lucidatura stampi professionisti, e devono avere una ricca esperienza per cogliere con precisione il tempo di lucidatura. l'effetto dopo la lucidatura a specchio di lo stampo. precisione dello stampo l'accuratezza dello stampo determina l'accuratezza dimensionale delle parti in plastica. la fabbricazione dello stampo deve prima avere le condizioni per misurazioni ad alta precisione, come rilevatori bidimensionali, rilevatori tridimensionali e altri strumenti di prova. il principio dell'imaging dell'oggetto viene utilizzato per calcolare con precisione le dimensioni e la posizione spaziale dell'oggetto. viene rilevata la differenza di 0.02 mm, e le dimensioni del prodotto e il volume di iniezione vengono misurati accuratamente. l'adattamento dello stampo superiore dello stampo sebbene esistano determinati standard operativi nell'industria degli stampi,, vi saranno lievi differenze tra gli stampi e lo stampaggio a iniezione di diversi produttori di stampi. ad esempio, l'apertura degli stampi e lo stampaggio a iniezione non coincidono con il produttore. alle diverse apparecchiature meccaniche e metodi di produzione di ciascun produttore, vi saranno rischi nella produzione. , che incidono sulla qualità del prodotto e sull'efficienza produttiva. al fine di ridurre questo rischio, è generalmente meglio scegliere lo stesso produttore per l'apertura dello stampo e lo stampaggio a iniezione. dall'apertura dello stampo allo stampaggio a iniezione, i produttori possono controllarsi, e i problemi possono essere risolti in tempo.
 processo di trattamento delle superfici plastiche
processo di trattamento delle superfici plastiche
il trattamento superficiale della plastica consiste nell'utilizzare metodi fisici, chimici, meccanici e di altro tipo per elaborare la superficie della plastica. il trattamento superficiale deve soddisfare le particolarità del prodotto, come la resistenza alla corrosione, la resistenza all'usura, decoro o altri requisiti particolari, detti lavorazioni secondarie; la lavorazione secondaria è suddivisa in quattro categorie: stampa, laser, rivestimento, e galvanica. 1. stampa la stampa sulla superficie plastica comprende la stampa serigrafica, la tampografia, la stampa a trasferimento termico, la stampa a caldo, ecc.; il principio della serigrafia: la serigrafia avviene tramite l'estrusione del raschietto, in modo che l'inchiostro venga trasferito al supporto attraverso le maglie della parte grafica per formare la stessa grafica dell'originale. il principio della tampografia: la tampografia, nota anche come stampa di superficie, consiste nel mettere prima l'inchiostro in una rotocalco incisa con testo o motivi,, quindi copiare il testo o i motivi su gomma, e quindi utilizzare la gomma per trasferire il testo o i motivi sulla superficie delle modanature in plastica, e infine l'inchiostro viene polimerizzato mediante trattamento termico o irradiazione di luce ultravioletta. il principio della stampa a trasferimento termico: il motivo viene stampato su carta speciale a rilascio con inchiostro a sublimazione in anticipo, e quindi il motivo viene trasferito sul film plastico. il film di carta viene trasferito sul piano di lavoro. nel processo di trasferimento o stampa a caldo, è sufficiente stampare a caldo l'oggetto stampato solo una volta, e quindi è possibile trasferire vari modelli di colore alle parti in plastica. in questo modo, il tasso difettoso delle parti in plastica può essere ridotto, e le immagini sono squisite, che possono essere completate da normali macchine per stampa a caldo e macchine a trasferimento termico. l'operazione è semplice, la stampa è squisita, e il costo di produzione è basso. la perdita di prodotto è piccola, il valore aggiunto è elevato, e la decorazione di processo è forte. alto potere coprente e forte adesione. in linea con gli standard di stampa ecologica, nessun inquinamento ambientale. il principio della stampa a caldo: la stampa a caldo consiste nell'utilizzare un foglio speciale per trasferire testo e motivi sulla superficie dei prodotti in plastica a una certa temperatura; il vantaggio è che questo metodo non richiede trattamento superficiale, e la stampa a colori può essere eseguita con un semplice dispositivo. inoltre, possono essere stampati anche prodotti con lucentezza metallica come oro e argento. 2. laser l'incisione laser, nota anche come tecnologia di stampa laser, è un metodo di stampa che utilizza l'elevata energia trattenuta dai laser per stampare direttamente testo e motivi sulla superficie dei materiali. secondo i diversi metodi di stampa, esso può essere suddiviso in macchine laser a scansione e mac...
JHS è un'azienda di alta tecnologia,specializzata in molti tipi di progettazione di stampi in plastica,produzione e iniezione, i nostri stampi vengono esportati in molti paesi del mondo e hanno ottenuto elogi unanimi.
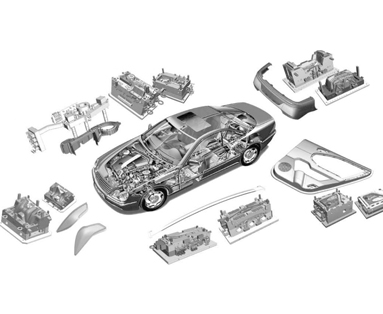 produzione di stampi ad iniezione per autoveicoli
produzione di stampi ad iniezione per autoveicoli
il nostro team di progettazione progetta componenti automobilistici in base alle specifiche e ai requisiti dei clienti. al termine, valutiamo e testiamo ogni proposta di design del prodotto. il processo di analisi viene eseguito da esperti di progettazione e ingegneria in consultazione con il cliente, che garantisce la fornitura di parti precise e ad alte prestazioni. utilizzando un software ad alta precisione per progettare stampi con dimensioni del nucleo e della cavità accurate,, prendiamo in considerazione anche i requisiti come l'inserto e il doppio stampaggio che sono comunemente usati nell'industria automobilistica. se il nostro cliente intende utilizzare tali metodi, personalizzeremo il design dello stampo per loro. produciamo stampi per parti di automobili utilizzando acciaio durevole di alta qualità. i nostri ingegneri assicurano inoltre che il nucleo, cavità, e i sistemi del cancello siano adeguatamente strutturati per facilitare la distribuzione uniforme della resina. la struttura dello stampo viene quindi testata per efficienza e per confermare che non presenta difetti strutturali. utilizzando resine di qualità ingegneristica durante lo stampaggio a iniezione di componenti automobilistici, siamo in grado di fornire strutture ad alte prestazioni come parti in plastica ABS resistenti all'usura. otteniamo anche le finiture superficiali richieste dai clienti. tutte le procedure sono eseguiti e testati sotto la supervisione di esperti di produzione.
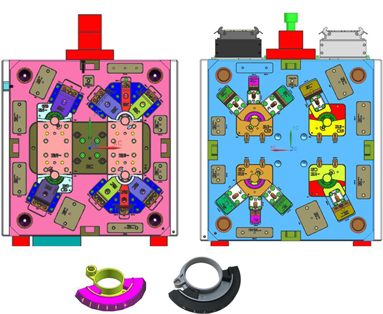 Realizzazione stampi ad iniezione 2K
Realizzazione stampi ad iniezione 2K
Stampo ad iniezione 2K , è anche chiamato stampaggio a iniezione a due colori, questa tecnologia consiste nell'iniettare due materiali plastici sulla stessa macchina per lo stampaggio a iniezione con uno stampaggio a iniezione in due tempi, ma il prodotto viene espulso in una volta. di solito è completato da una serie di stampi e necessita di una speciale pressa ad iniezione bicolore. stampo a iniezione a due colpi: un vero e proprio stampo a due colori, dopo che il prodotto è stato riempito con un materiale, lo stampo a iniezione ruoterà di 180 gradi e poi si trasformerà in un altro materiale plastico, cioè, la stessa iniezione cavità dello stampo, anima dello stampo diversa. è ad alta efficienza, basso costo se il volume delle parti in plastica è elevato. se vi è un requisito elevato per la capacità di produzione delle parti in plastica, si prega di scegliere uno stampo a iniezione a due colpi . stampo jhs ha una ricca esperienza nello stampaggio a iniezione a due colpi e nel sovrastampaggio. se hai richieste di parti in plastica per stampaggio a iniezione a due colpi, contattaci, il nostro ingegnere senior, i progettisti analizzeranno i tuoi prodotti e forniranno professionisti suggerimento per te.
 prodotti per elettrodomestici
prodotti per elettrodomestici
stampo per elettrodomestici è anche noto come stampo per elettrodomestici che viene utilizzato per produrre parti e componenti in plastica per l'elettrodomestico. gli stampi per elettrodomestici generalmente includono lo stampo per parti in plastica interne e l'alloggiamento o custodia in plastica esterna. per le parti interne, la precisione dimensionale è la cosa più importante, e di solito non vi sono requisiti speciali per l'aspetto, purché non influisca sull'assemblaggio dei prodotti. per gli alloggiamenti o le custodie in plastica per esterni, l'aspetto e le dimensioni sono entrambi importanti, ma l'eccezione è che alcuni alloggi o custodie andranno a lavorazioni secondarie, come la verniciatura, la placcatura ecc., in modo che l'alloggiamento esterno stampato a iniezione di solito non debba essere lucidato a specchio, solo in alcune aree specifiche che influiscono sul processo successivo sono lucidate a specchio. come garantire l'accuratezza delle parti in plastica? prima di tutto, per garantire la precisione della dimensione dell'acciaio dello stampo. in matassa, tutte le dimensioni negli stampi rientrano nella tolleranza misurata da CMM zaiss prima che gli stampi vengano consegnati ai nostri clienti. abbiamo una buona designer con oltre 15 anni di esperienza, nella fornitura di buone soluzioni e nel supporto tecnico professionale. quando progettiamo uno stampo a iniezione di plastica per elettrodomestici, dovremmo scegliere l'acciaio per stampi combinando i cicli di vita totali e la resina plastica del pezzo. realizzare inserti il più possibile per dimensioni importanti o zone di struttura speciale e alcune nervature fragili, perché gli inserti possono essere sostituiti e una comoda manutenzione dopo un lungo periodo di produzione. e la lavorazione con smerigliatrice tanto possibile, in termini di precisione, la rettificatrice ha il suo' vantaggio. ogni tipo di macchina ha vantaggi diversi, i produttori di utensili dovrebbero comprendere i vantaggi di questi dispositivi e farne il miglior uso per aiutare a realizzare stampi di buona qualità. un altro punto, mantenere un po' di spazio per l'acciaio dello stampo è anche molto fondamentale per ottenere parti di dimensioni corrette. ovviamente, è molto più di questi punti per realizzare stampi di buona qualità, contattaci e dicci le tue esigenze, non vediamo l'ora di fornire il nostro supporto professionale per il tuo progetto.
continua a leggere, rimani aggiornato, iscriviti, e ti invitiamo a dirci cosa ne pensi.







 rete ipv6 supportata
rete ipv6 supportata
 Servizio Online
Servizio Onlinescansiona su wechat :

 italiano
italiano English
English français
français Deutsch
Deutsch русский
русский español
español português
português 日本語
日本語 Türkçe
Türkçe 中文
中文